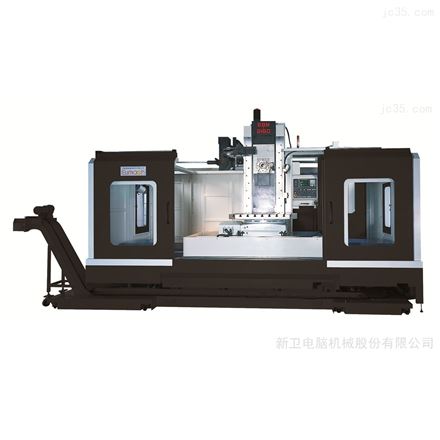
卧式镗铣加工中心是一种高精度、高效率的数控加工设备,其结构特点和工作原理决定了它在工业生产中的重要地位。 一、结构特点
卧式镗铣加工中心的主要结构特点包括主轴水平设置、多运动部件组成、高刚性机身、精密导轨系统、油气润滑系统等。其主轴系统主要有两种结构型式:传统的镗杆伸缩式结构和高速电主轴结构。镗杆伸缩式结构具有镗深孔及大功率切削的特点,而高速电主轴结构则具有转速高、运行速度快、高效、高精的优点。
1、主轴系统:主轴采用三点支撑,前端采用短锥双列滚柱轴承与大接触角球轴承组合形式,中端采用短锥双列滚柱轴承,后端采用单列圆柱滚子轴承辅助支撑,使主轴获得高刚性的同时,获得较高的主轴回转精度。
2、导轨系统:三轴导轨副采用淬硬磨削矩型导轨,接触刚性高。导轨系统的精密设计保证了机床的高精度和高稳定性。
3、油气润滑系统:油气润滑系统可使主轴轴承得到恒定和可靠的润滑,提高轴承的寿命,使主轴精度长期稳定。
4、自动交换装置:APC托盘自动交换装置,工作台交换快,节省辅助工作时间。机床自动循环中,可进行刀库刀具的手动装卸更换。
5、高刚性结构:机床采用整体T型铸造床身,龙门立柱,正挂箱主轴箱结构。床身内部布置三角加强筋,使床身结构厚重,从而使机床得到高刚性和长久稳定的精度。
二、工作原理
利用数控系统控制工作台、刀库、主轴等各部件的运动,通过数学模型实现对加工对象的加工。具体来说,卧式镗铣加工中心通过以下步骤进行工作:
1、编程:先根据加工对象的形状和尺寸,编写相应的加工程序。加工程序包含了加工路径、切削参数等信息。
2、输入程序:将编写的加工程序输入到数控系统中。数控系统会对程序进行解析,并按照程序指令控制各个运动部件的动作。
3、刀具选择与更换:通常配备自动换刀装置。在加工过程中,数控系统会根据程序指令自动选择合适的刀具,并通过机械手进行刀具的更换。
4、工件装夹与加工:工件被装夹在工作台上。数控系统通过控制主轴的旋转和工作台的移动,实现对工件的铣削、钻孔、镗孔、攻牙等加工操作。
5、监控与调整:在加工过程中,数控系统会实时监控加工状态,并根据需要进行调整。